U-2 Forward Fuselage Skins
Metal Work with the TM Technologies Air Power Hammer
Home > Gallery of Metalwork > Aircraft Metal Work > U-2 Forward Fuselage Skins, Metal Work with the TM Technologies Air Power Hammer
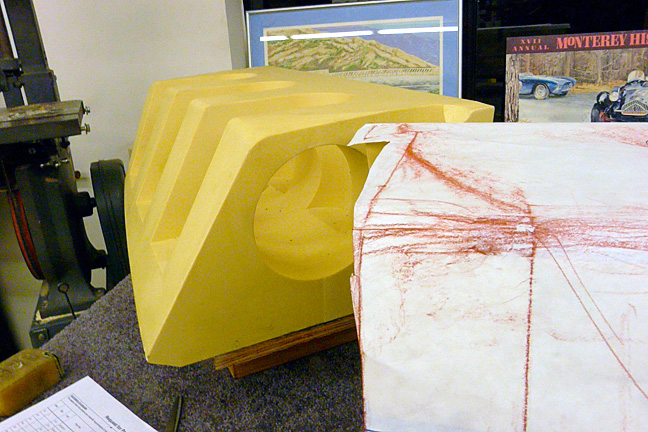
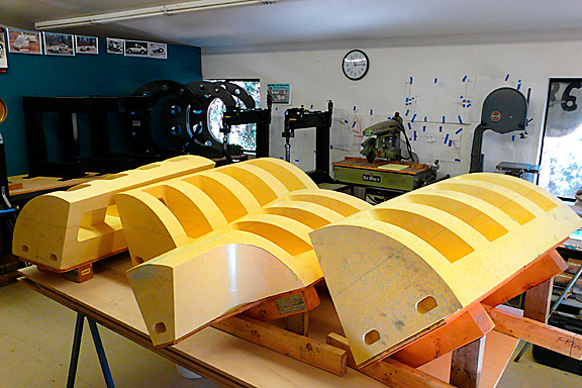
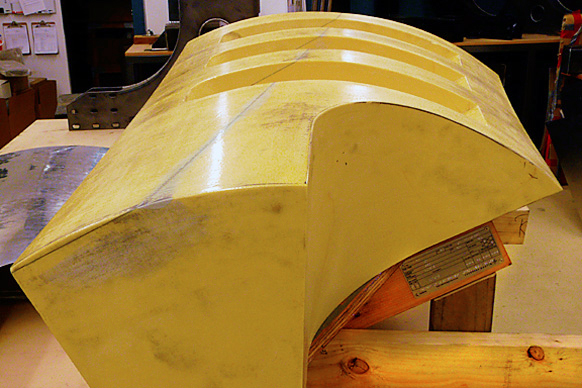
In 2013 Kent undertook a contract with Lockheed-Martin Skunk Works, Palmdale, CA to make a set of forward fuselage skins for a U-2, which was being upgraded.













Read more about Lockheed’s U2 project:
Local news here: www.beale.af.mil/news/story.asp?id=123357037
Back story of constant upgrades: www.airforce-technology.com/projects/u2/
Back to Aircraft Metal Work
Back to Gallery
See TM Air Power Hammers
Articles by The Tinman



