Welding Aluminum Body Sheet
Welding Aluminum Body Sheet
from Automotive Body Repair News, December 1995
See TM Technologies Aluminum Gas Welding System
Editor's Note: This is the final installment of a series which began in January and continued in May.
KEY WORDS:
MIG-GMAW Skip Welds
TIG-GTAW Tack Welds
OFW (Torch) Crater Cracks
Alloys/Fillers
Clamping Stop-Drilling
Cleaning
This article will cover:
The three most appropriate welding methods:
- G MAW (Gas Metal Arc Welding, MIG or "wire feed")
- GTAW (Gas Tungsten Arc Welding, TIG or "Heliarc")
- OFW (Oxy-Fuel welding or "gas welding") Welding Procedure
- Crack Control
- Coatings
- (How to Get Stuff to Stick to Aluminum)
MIG (GMAW) Welding
The most popular welding machine in the collision repair shop by far is the MIG welder. High weld speed and low distortion properties on steel sheet have ensured its home in these shops, when used properly.
However, aluminum sheet less than 1/8 in. thick can present numerous problems, such as bum-through and tough starts. With welds that may bear a thickness of 1/8 in. or greater, these problems mostly disappear.
For corners, ditches, channels, and other traps, GTAW has an advantage over GMAW.
TIG (GTAW) Welding
TIG- GTAW welding offers much greater control over the welding process than MIG-GMAW, resulting in great precision.GTAW is preferable for thin sheet. The GTAW process is slower but has better appearance and accuracy. It is also better for out-of-position welding.
GTAW is similar to oxy-fuel torch welding, in that the electric torch is held in one hand and the filler wire is fed with the other. Current is adjustable on demand by either a thumb switch on the torch body or with a foot control. Inert gas, either argon or helium-argon mix, flows out of the torch, around the tungsten electrode, and over the molten weld pool.
Cooling is by air flow on 200-amp torches or by water on higher amperage units. The water may be supplied by
a recirculating unit of by a constant-loss system. Continual high frequency provides a gap start. This
makes it easy to avoid dragging the tungsten to initiate the arc, thus preventing the stress cracks on
heat-treated aluminum that can be caused by that technique.
Zirconated tungsten is a cut above both thoriated and pure tungsten because it has both the stable arc
provided by the pure, yet delivers more current to the weld than the thoriated would.
Torch (OFW) Welding
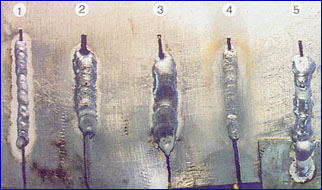
Front views of five welds made on .050 3003 H14 body sheet:
|
Oxy-fuel torch welding is low-tech, inexpensive, and very reliable in the right situation.
Race car bodies, airplane cowlings, sports car bodies, street rod bodies and motorcycle tanks are all currently being constructed, repaired and rebuilt using the good old torch.
Of course, the flux needs to be cleaned off thoroughly and the area around the weld, known as the Heat Affected Zone (HAZ), will be larger, but the speed and accuracy can be well worth the effort. For those few areas from which it would be impossible to sufficiently clean the flux, it's a simple matter to TIG-GTAW them.
Distortion and softness are remedied with hammer, slapper and dolly. With the torch, the weld penetration is flawless and the weld surface needs very little dressing off, making it an excellent choice for many applications. (See photos, Weld No. 4.) Note: "Lumi-weld", 3-in-1 or flea-market, quick-fix zinc bearing rod for cheap aluminum casting and extrusions have no place on a professional body repair.
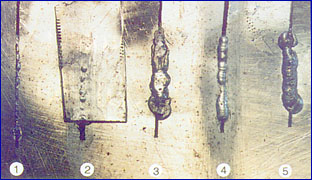
Back view of same welds in the same order. |
Professional oxy-fuel torch welding uses either acetylene or hydrogen, a good water-mixed flux, and special eyewear to remove the sodium orange flare caused by the flux. Virtually any torch may be used, although using hydrogen limits that torch, hose and regulator set to aluminum only.
Changing over a torch from acetylene to hydrogen invites explosive disaster, as the acetylene residues can explode on contact with hydrogen. Therefore, either dedicate a clean, new set to hydrogen or simply use acetylene- only a pro can detect the slight difference between the two welds. Of special importance, again, is that all flux must be cleaned off to avoid corrosion and to ensure paint adhesion (flux is corrosive).
 Hot water and the trusty stainless toothbrush are the standards for this, checking afterwards for
cleanliness with a good, bright lamp.
Hot water and the trusty stainless toothbrush are the standards for this, checking afterwards for
cleanliness with a good, bright lamp.
Brazing and Braze-Welding
Intercoolers, radiators and other heat exchangers made of aluminum alloys use joining methods like soldering
brazing or braze-welding.
The science of joint design is critical in brazing, razing and braze-welding. A good joint is absolutely
essential to offset the lack of shear strength inherent in these methods. Soldering, brazing and
braze-welding are not, however, recommended for autobody work.
Unfortunately, brazing flux and brazing rods are often erroneously sold as welding materials. Many swap-meet
style vendors mistakenly claim that their 'brazing" product is a viable welding rod for body work.
(See brazing and welding flux and rods available from TM Technologies)
It must be understood that welding, by definition, involves the melting of the parent metal.
Aluminum alloysmelt at a wide range of temperatures, from about 1,075 to 1,450 degrees F., so some filler
materials will braze one alloy while welding another.
If a chosen filler metal melts at 1,250 degrees F., for instance, it will braze alloys that melt at greater
than approximately l,325 degrees F. and weld those alloys that melt at roughly less than 1,275 degrees F.




