Aluminum Welding Part 3
Oxy Acetylene Welding Rules
|
WELDING RULES Note: The following procedure is for oxy acetylene, because of the more technical nature and varied availability of hydrogen. The rules are simple. Follow them or fail!
Hollow, flux filled rod, was made available years ago, but aside from the questionable alloy, it had the persistent bad habit of neatly dividing itself, building up the edges of the joint without joining them together. |
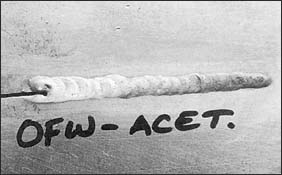
Oxy-acetylene- top view.

Oxy-acetylene
weld, back (or root) side. Perfect penetration like this is standard with the torch. TIG/GTAW can do it, but
needs a steady back-purge of argon to accomplish this. Not cheap!
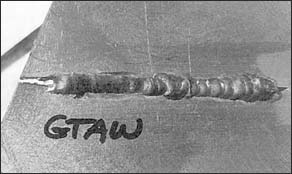
Aluminum gas tungsten arc welding- top view.

Aluminum gas tungsten arc welding- back view.



