Back to Part One
Hand-forming sheet aluminum requires a knowledge of the characteristics of this metal in the many alloys in
which it is available. Some are heat-treatable and some are not. Some are quite malleable and others so
hard and springy as to challenge attempts to work them. Resistance to corrosion varies. Every airplane
mechanic is familiar with the 245T alloy widely used for all-metal, load-carrying structures. An alloy
much used for non-load-carrying components such as cowlings and fairings is 3003, which is comparatively
low in strength but which behaves well under hand-forming operations. Another that's adaptable to such
work is 1100, a pure and soft aluminum.
|
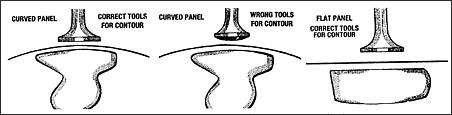
Proper choice of tools is the key to getting good results when forming sheet aluminum. These drawings
illustrate typical good and poor choices. |
|
All aluminum alloys tend to work-harden under the influence of the heavy hammering and rolling typical of
handforming work. Therefore, when he senses that a piece he is working with is beginning to get hard, a
sheet metal worker will anneal it. In the case of the non-heat-treatable alloys used in hand-forming
work, this consists of heating it to as close to 650
degrees F. as is possible, using the bushy part of a welding torch's flame played back and forth over the
surface. The heated metal is then allowed to cool at a normal rate. Dealing with heat-treatable alloys
is another involved matter which we need not cover here. But we'll mention that 6061 is heat-treatable
to high strength and is used for highly-stressed things such as propeller hub spinners.
It takes a high degreee of skill at hand-forming sheet aluminum to make engine cowlings, wheel pants and wing
root fairings for custom-built airplanes like this Gee Bee replica. It's owned and flown at air
shows by Delmar Benjamin of Shelby, Montanta. |
|
If we pull hard enough on a piece of ductile metal, it will stretch. That's easy to understand. But if we try
to compress it, it will buckle or bend in a way we would not want when making a formed part. So the
ability to form sheet aluminum into compound curves requires knowledge of the process called shrinking.
In the space available here we can only say that shrinking amounts to compressing sheet metal by forming into
it a series of large, smaller and then even smaller crimps, such that an acceptably smooth surface is
achieved. Look at stovepipe in a hardware store and see how one end of each piece is crimped to reduce
its diameter enough to enable it to slip into the uncrimped end of another piece. In aircraft sheet metal
work, large crimps, called ruffles, are patiently worked down into smaller and smaller ones with the
combined use of tools and torch heat. One can learn more about shrinking aluminum by watching and
listening to Kent White than is possible by reading what little literature there is on the subject.
|
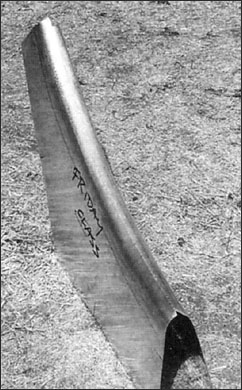
 On the right is a fiberglass fairing for a vertical fin. To its left is a hand-formed aluminum duplicate
made by Kent White. It consists of right and left parts, welded together along the centerline.
Rounding of the leading edges was done using techniques that he demonstrates at aviation
conventions. Below is another view of this fairing. Filed down, sanded and polished, the
weld line is hard to see. It's okay to file welds on non-stressed parts like this.
On the right is a fiberglass fairing for a vertical fin. To its left is a hand-formed aluminum duplicate
made by Kent White. It consists of right and left parts, welded together along the centerline.
Rounding of the leading edges was done using techniques that he demonstrates at aviation
conventions. Below is another view of this fairing. Filed down, sanded and polished, the
weld line is hard to see. It's okay to file welds on non-stressed parts like this. |
|
 When a crimp is
When a crimp is too large to be conveniently shrunk, it can be carefully snipped out, the edges of the
resulting vee-shaped cutout pulled together and then welded. Similarly, there are times when trying to
stretch aluminum too much thins it down excessively or even tears it. In such cases filler pieces can be
welded into place.
To do good and dependable sheet metal forming work, therefore, one has to be competent in the art of aluminum
welding. When welding steel, the very hot tip of the welding flame's small inner cone creates a molten
puddle hot and bright enough to appear like a glowing, reddish pearl through the welding goggles. But
it's not like this with aluminum. The melting point is not high enough to create a glowing puddle.
Instead, as the melting temperature is approached the metal's surface will suddenly begin to quiver a
little bit - and the next thing a beginning welder knows, the metal has melted and dropped out so as to
leave a hole where a weld was wanted. One has to learn to recognize this critical point and deal with it
so as not to produce a string of holes.
Torches meant for welding steel have to put out a lot of heat, and even the smaller models are a mite on the
heavy side. Therefore, White uses and recommends the little
Meco Midget torch
shown on the previous page. It weighs only six ounces, and the hoses that supply it with gas are
correspondingly light. It gives the delicate touch and precise heat control needed to weld thin sheet
aluminum effectively. It also minimizes arm and hand fatigue when working steadily.
Continue