The Fine Art of Metal Shaping Part 3
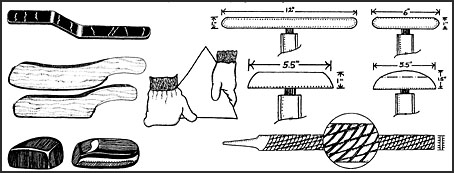
At top left in the layout above is a typical slapper. Left end is held in the user's hand while the underside
of the right end gently slaps the surface being worked. These tools work roughly shaped surfaces
into smoothness and without making hammer marks. Below the slapper are two ``whappers" made of
oak. One has a curved working face and the other a flat one. Dollies seen in auto body repair
shops help to pound dents and creases out of sheet steel. Grinding discs, body putty and primer
are used to bring body metal up to a smoothness satisfactory for painting. But aluminum working
dollies are used as an aid in working gentle curves into flat sheet metal. Therefore, they are
highly polished. Teeth of an aluminum working file, lower right, are designed to resist clogging
with this metal.
|
Books written for students preparing for their A&P mechanic license examinations tend to contain good coverage of aluminum alloys and the cutting, bending and riveting of sheet and extruded stock. This is because it is expected that they will be called upon to repair factory-built aircraft. But, most of these texts contain little or nothing about forming sheet metal into compound curves. Typically they just give a rough idea of how it's done by showing how to carve a stream-line-shaped cavity in a hardwood block and then pounding metal into it to make a simple cover plate or fairing.
|
Above- People unfamiliar with Kent White's techniques of metal forming are often startled to see him begin work on a sheet of aluminum by pounding many large dents into it with the hemispherical end of a forming mallet . But each dent pulls some metal into it, tending to throw curvature into surrounding metal. Below- You can see the beginnings of compound curvature. Note buckles in the lower edge nearest camera. Taking care of these requires knowledge and skill in shrinking metal. See drawing at bottom of page.
|


This, unfortunately, gives students the impression that all they need is an auto body worker's hammer and dolly in order to be set to turn out handsome engine cowlings and wheel pants. That's like giving a kid a water color set and expecting him to do paintings rivaling those of Michelangelo!
If you walk through an airplane maintenance shop, you'll see that each mechanic has his own large tool chest containing many kinds of tools. That's not surprising, considering the wide variety of fastening device types and sizes found in airplanes. Consequently one should really not be surprised to see the assortment of tools that a sheet metal worker of Kent White's caliber uses.
Many of his tools look like nothing you have ever seen before. After all, not many people do the kind of work that Kent does. The type of metal work he accomplishes is done chiefly by widely scattered individuals who fashion specialty car bodies, repair or reproduce antique airplanes, and make special shapes for use in research and development shops.
Because there's so much truth in the saying that one picture is worth ten thousand words, we're accompanying
this article with illustrations and explanations of the most often used metal forming tools.
To learn more, contact: TM Technologies, P.O Box 429, North San Juan, CA 95960
(their mailing address) for a copy of their 54-page catalog, "Tools for Working Sheet Metal."
In both this article and their catalog you will learn about a device called the "English wheel." Imagine you have rolled out a wad of pie crust dough so as to have a thin sheet of it on a cutting board. Then gently roll back and forth on it with a rubber ball. You will see how the ball's curved surface presses the dough down and out so as to leave a shallow, wide groove in its path. In a very elementary way, this gives an idea of the basic working principle of the English wheel. It gently but firmly presses the metal so as to make it take on compound curves, and it does this without filling it with dents.
|
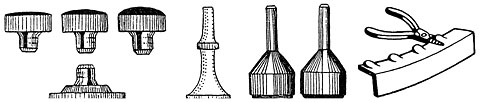
At left is an English wheel that can be built from plans available from TM Technologies . Wheel is nine inches in diameter. Spoked wheel at lower front of this device adjusts the lower roller up and down to handle different thicknesses of sheet metal and apply the desired pressure. The six small rollers have working faces that range in contour from flat to semicircular. Users of this device choose whichever roller seems best for a particular forming job. Because all rollers must be designed, made and finished to perfection, TM offers ready-made sets of them to peopIe building from plans. All rollers are fiffed with ball bearings. They are not power-driven but rotate freely in response to movement of the sheet metal. Center - This larger model is intended for professional shops and has a 12-inch upper wheel. The frames of English wheels are of massive construction so as to hold the upper wheel and lower rollers in perfect and unchanging relationship to one another when work is being done. At right - Also built from plans is this frame that mounts a standard medium- or heavy-duty air hammer. Works sheet metal into compound curves rapidly, but not as smoothly as does the English wheel. A foot-operated control allows speed and power of strokes to be varied. As the hammering sometimes makes very loud noise, ear protectors are worn. |

Although hard compared to dough, 3003 aluminum is sufficiently malleable to allow the fairly high pressure applied by the English wheel to cause the metal to flow and thus take on the desired curvature. White knows a man who has been using this device for 40 years, and the things he is able to do with it can best be described by using the word ``magic."
|
|
The English wheel appeared on the American scene during the 1980s, but its history goes much farther back. Jewelers in central Europe may have used small versions of it to fashion decorative items. By World War II large versions of the device were being widely used in European shops, including those building aircraft. Apparently Americans became familiar with it in Britain during that war and brought knowledge of it home with them. They naturally referred to it as the English wheel.
These devices are precision-built and sell for thousands of dollars. That price puts them out of reach of most homebuilt airplane enthusiasts, but knowing something about them helps any airplane lover to understand how things are done and perhaps figure out ways of imitating the process in a reasonably useful way.
Next month we will show how Kent White made three typical compound-curved sheet metal items at Oshkosh last summer.



