Making Nacelle Lip Skins
Work done using the TM Tech Air Power Hammer
Home > Gallery of Metalwork > Aircraft Metal Work > Making Nacelle Lip Skins for the Hawker-Beech XP400, Work done using the TM Tech Air Power Hammer
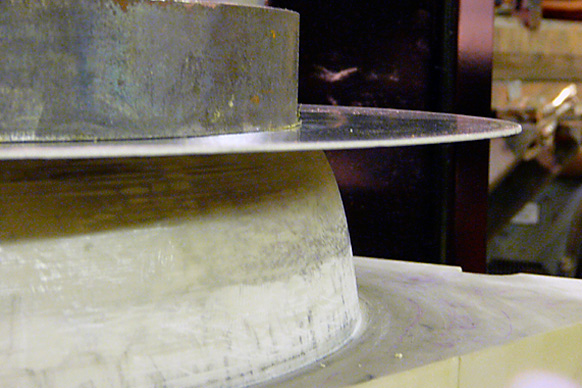
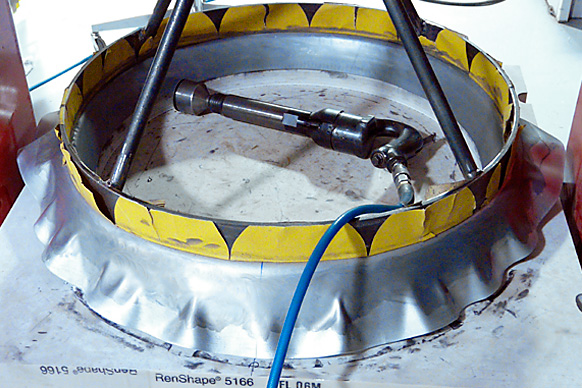
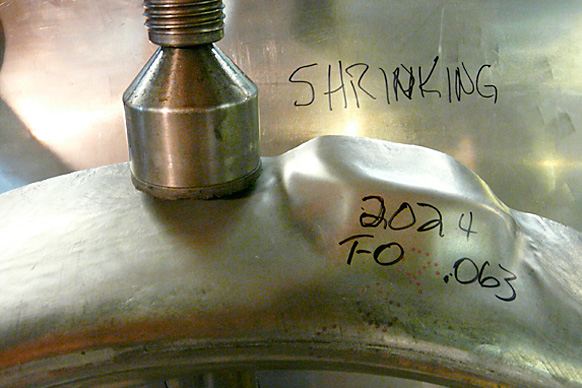
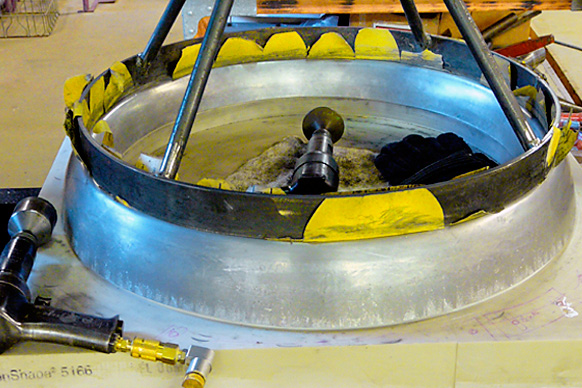
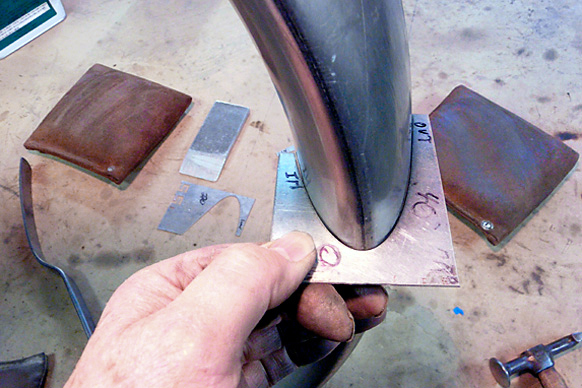
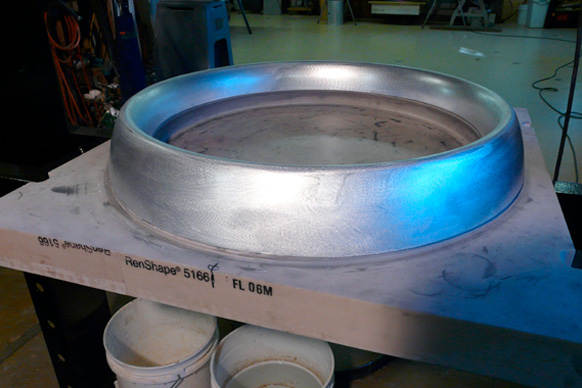
Kent was hired by Siera Industries in 2011 to make a set of 6 prototype nacelle lip skins for the Hawker Beech XP 400, a new business jet. Since even protoype tooling for a job like this is nearly $80,000 and then making just six lip skins to meet prototype requirements would add to that tooling cost, it was decided to hire a craftsman to make them by hand. Kent chose a combination of two methods, “flow forming” to stretch the inner radius and using his TM Technologies Air Power Hammer to shrink and planish the outer profile.






Back to Aircraft Metal Work
Back to Gallery
More info & Video Demo on Flow-Forming
See TM Air Power Hammers
Articles by The Tinman



